Вибродиагностические методы контроля качества зубчатых передач ОАО "ГАЗ"
В.А.Смирнов, к.т.н., главный инженер ООО "ИНКОТЕС"
Рассмотрены результаты исследования, проведенного фирмой "ИНКОТЕС" на ОАО "ГАЗ", для создания системы контроля качества зубчатых передач автомобилей в процессе производства и при выходном контроле. История вопроса
Повышенные шумовые характеристики задних мостов автомобилей марки ГАЗ являются серьезной проблемой в работе Горьковского автомобильного завода.
При приемке их из ОТК используются субъективные оценки мастерами (на слух) качества зубчатых пар, неадекватно отражающая реальное состояние изделий.
Для решения задачи улучшения шумовых характеристик автомобилей и доведения их до конкурентного уровня фирма "ИНКОТЕС" совместно со специалистами УКЭР и технологического управления ОАО "ГАЗ" провела исследования зубчатых передач, входящих в состав задних мостов.
Целью работы явилось исследование возможности применения диагностических технологий фирмы "ИНКОТЕС" для получения вибродиагностических критериев выявления дефектов зубчатых передач, использования этих критериев для улучшения шумовых характеристик автомобилей, контроля качества в процессе производства.
Исследования
Проведено 2 вида испытаний:
- испытания заднего моста автомобиля ГАЗ-3302 на стенде УКЭР для исследования вибрационных характеристик зубчатых передач главной передачи редуктора;
- испытания конических зубчатых пар автомобиля ГАЗ-31029 на контрольно-обкатном станке Глиссон - 512 участка доводки зубчатых пар в процессе их притирки и приемки ОТК.
При первом виде испытаний исследовались два задних моста:
- 1-й мост с обычной зубчатой передачей;
- 2-й мост с зубчатой передачей, имеющей улучшенное (оптимизированное) пятно контакта.
При втором виде испытаний исследовалось 11 зубчатых пар с различным качеством изготовления и степенью притертости, при этом сравнивались результаты субъективной оценки (на слух) качества пар мастерами ОТК и оценки, полученной на основе исследования спектров вибрации с помощью приборов фирмы "ИНКОТЕС".
Система измерений и анализа вибрации
Для измерения и анализа вибрации применялась 2-х канальная портативная вибродиагностическая система ДСА-2001 производства фирмы "ИНКОТЕС" с диагностическим программным обеспечением "АРМИД®". Измерялось среднеквадратическое значение (СКЗ) виброускорения с верхней частотой анализа 4000 и 16000 Гц. Исследовались синхронно накопленные сигналы, усредненные спектры с разрешением по частоте 0,8 Гц спектры огибающей в полосе до 2 кГц.
Диагностируемые неисправности
Определялись следующие дефекты и неисправности зубчатых передач:
- погрешности шагов, направлений, радиального биения;
- шероховатость боковых поверхностей зубьев;
- "бочкообразность" зубьев;
- несоосность валов;
- боковые зазоры;
- "питтинг", микротрещины, забоины.
В результате работы были получены вибродиагностические критерии выявления дефектов и неисправностей зубчатых передач.
Результаты испытаний зубчатых пар на испытательном стенде УКЭР в составе заднего моста автомобиля ГАЗ-3302
В процессе испытаний проводились оценка влияния параметров пятна контакта на вибрационные характеристики зубчатых передач заднего моста автомобиля ГАЗ-3302 для вибрационного критерия оценки их качества.
В качестве основной ведущей пары для данного типа заднего моста используется понижающая коническая пара шестерен со следующими параметрами:
- число зубьев ведущей шестерни - 8;
- число зубьев ведомой шестерни - 41;
- передаточное отношение - 5,125.
Вибрация измерялась на корпусе редуктора заднего моста при его работе на переднем и заднем ходу без нагрузки и с нагрузкой 1 кг/см2, создаваемой с помощью рычага, на частотах вращения ведущего вала 1500, 3000, 4000 об/мин (25, 50, 67 Гц).
Испытывались два моста со стандартным и улучшенным (оптимизированным) пятном контакта в зацеплении главной пары.
В процессе обработки полученных сигналов удалось определить вибрационный критерий, чувствительный к изменению параметров пятна контакта.
Этот критерий представляется суммой 9-ти зубцовых гармоник ведущего вала синхронно накопленного спектра виброускорения, измеренного в вертикальном направлении:
 |
(1) |
где Аi - амплитуда i-й зубцовой гармоники, I = 1, 2, 3,...9.
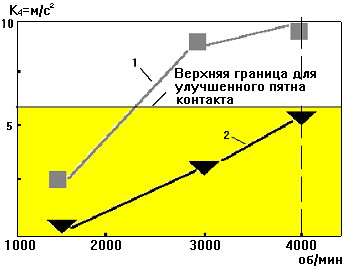
Зависимости значений параметра К1 от частоты вращения при нагрузке для обычной пары и для пары с улучшенным пятном контакта приведены на рис.1.
Характерный спектр в диапазоне частот максимальных зубцовых гармоник ведущего вала (6-я кратность) приведен на рис. 2.
Пара с улучшенным пятном контакта генерирует спектр зубцовых гармоник с уровнем в 2 раза меньшим, чем обычная пара.
Таким образом, используя данный критерий при различных частотах вращения заднего моста можно оценить качество пятна контакта зубчатого зацепления. Хорошие пары не должны иметь значение этого параметра на максимальном режиме более (5,5 - 6,0) м/c2 (верхняя граница заштрихованной области на рис.1).
 |
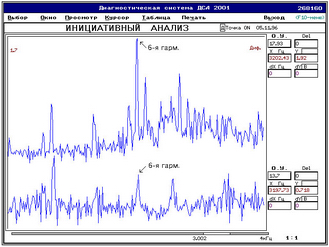 |
Рис.1. Зависимость критерия К1:
1- для стандартной пары,
2- для пары с улучшенным пятном контакта. |
Рис.2. Спектры виброускорения в диапазоне 6-й зубцовой гармоники для стандартной пары и для пары с улучшенным пятном контакта. |
Результаты испытаний зубчатых пар задних мостов автомобиля ГАЗ-31029 на контрольно-обкатном станке.
Испытания главной пары задних мостов автомобилей ГАЗ-31029 проводились на контрольно-обкатном станке Глиссон-512 участка шестерен цеха мостов.
Испытания проводились в два этапа – на первом этапе вибрационные параметры измерялись для не притертых пар, на втором – для притертых пар, предъявляемых мастерам ОТК для оценки шумовых характеристик. Было предъявлено к испытанию 11 пар.
Параметры исследуемых гипоидных шестерен заднего моста:
- ведущая шестерня - 10 зубьев;
- ведомая шестерня - 39 зубьев;
- передаточное отношение - 3,9.
Для оценки качества пар применялся критерий К2:
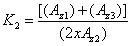 |
(2), |
где A
z1, A
z2, A
z3 – 1-я 2-я и 3-я зубцовые гармоники ведущего вала в спектре вертикальной вибрации.
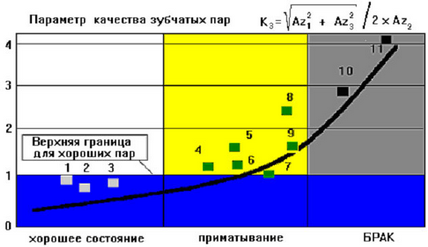
Зависимость К
3 от состояния зубчатых пар приведена на рис. 4.
Из рассмотрения рис.3 следует, что хорошие пары имеют значение К
3, не превышающее
1.0, пары, определенные ОТК, как имеющие "приматывание" (низкочастотную амплитудную модуляцию) – не более
2.5, для отбракованной пары это значение около
3 и более –
эти значения параметра К
3 можно использовать для
оценки качества и отбраковки пар и применять при контроле ОТК.
В процессе испытаний были получены количественные критерии оценки качества притертости пар в виде:

где
Az1b , Az1о - 1-я зубцовая гармоника в спектрах вертикальной и осевой вибрации, соответственно (м/c
2);
Az2b, Az2о - 2-я зубцовая гармоника в спектрах вертикальной и осевой вибрации, соответственно (м/c
2).
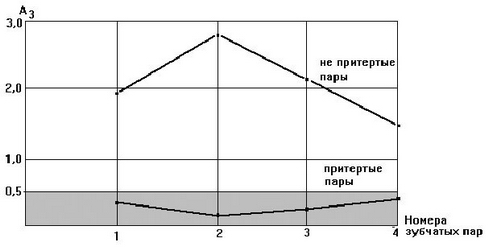
Зависимость значений параметра
А3для притертых и не притертых пар приведена на рис.4.
Как следует из рассмотрения рис.6, значения
А3для притертых пар не превышает
0,5 - это значение можно использовать
для оценки качества притертости при обкатке зубчатых пар на станке.
 |
 |
| Рис.3. Зависимость параметра К3 от качества зубчатых пар (цифрами обозначены номера пар). |
Рис.4. График изменения параметра А3 в зависимости от качества притертости зубчатых пар на контрольно-обкатном станке. |
Выводы
Получены устойчивые диагностические признаки для отбраковки зубчатых пар на различных стадиях производства, которые можно использовать при создании промышленной системы для автоматизированного контроля зубчатых пар в процессе производства и сборки.